
我们为您准备了护栏厂家工艺先进产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:浙江嘉兴护栏厂家工艺先进的图文介绍
聚晟护栏制造(嘉兴市分公司)宗旨:诚信立足,创新致远,以 304不锈钢复合管质量求生存,以信誉求发展,赢得了各界用户的好评,是目前理想的 304不锈钢复合管产品。公司实力和 304不锈钢复合管产品质量获得业界的认可。聚晟护栏制造(嘉兴市分公司)欢迎各界朋友莅临参观、指导和业务洽谈。


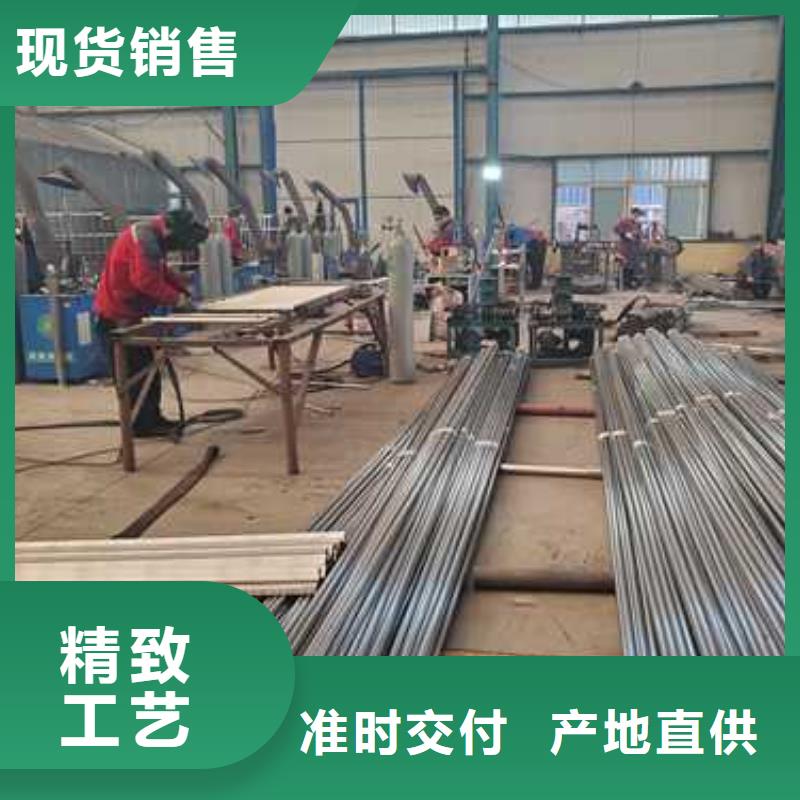
桥梁防撞护栏的焊接要点
高频脉冲氩弧焊机用于焊接。气体保护措施与纯不锈钢焊接相同。钨极焊条焊针采用ф1.6毫米,焊丝采用ф0.8 ~ф1.2毫米,牌号为HOCr2NN(即304焊丝)。点焊时焊接电流可略大于40 ~ 50a,连续焊接时可大于20 ~ 40a。焊接速度一般为15 ~ 25厘米/分钟。
2.打磨对接焊缝两端的斜面。
3.使用低电压和低电流(20A~30A)并调节氩气至约0.5兆帕,填充并焊接复合管的接头。对于需要通过焊接的复合管,采用两次焊接方法,先焊接内碳钢管,再焊接表面不锈钢层(两次焊接均采用氩弧焊)。在焊接过程中,如果发现穿孔和咬边等缺陷,则表明电流大且可调。如果管道没有完全焊接,电流很小,可以适当增加。其他焊接方法如“↓”型或“↓”型类似于纯不锈钢焊接,主要是坡口匹配要合适,不能太大,间隙一般在1毫米以内。
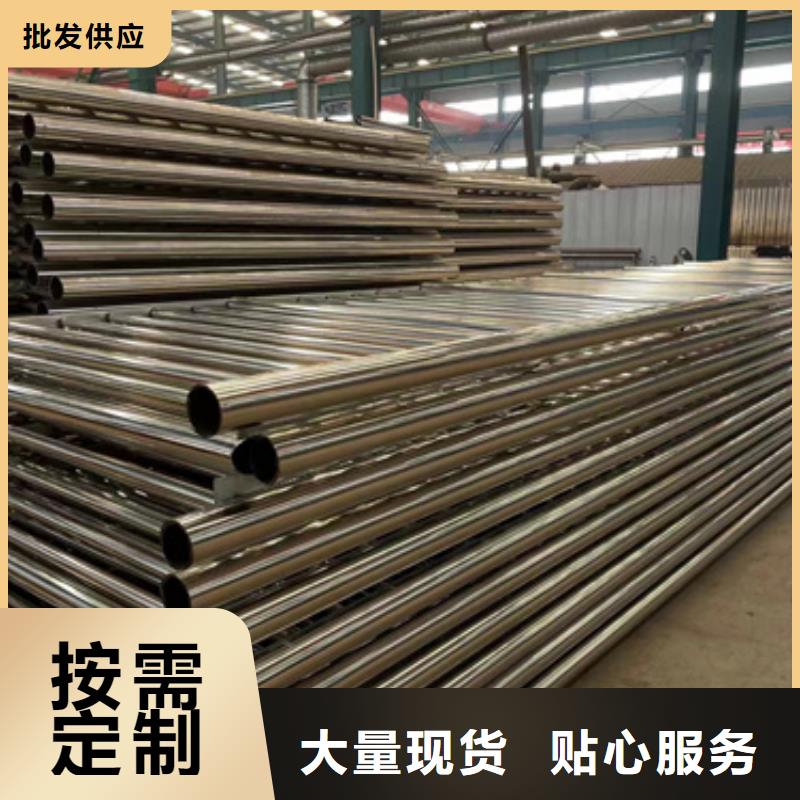
4.桥梁防撞护栏焊接后,先用砂轮打磨,再用80 ~ 320目砂轮打磨。如有必要,用布轮和蜡抛光。由于复合管表面的不锈钢壁厚约为0.3 ~ 0.6毫米,应注意不要过度研磨,否则不锈钢表面容易磨损,露出钢管,需要维修,增加工作量。在施工前,可以切割一小段试焊。熟悉它的工人,在焊接纯不锈钢薄壁管方面有更多的经验,一般能在半天内掌握焊接要领。






桥梁护栏选用的外表处理技术是什么?
桥梁护栏外表处理技术,通常管材选用热镀锌处理,也叫热浸锌和热浸镀锌:是一种有用的金属防腐方法,首要用于各行业的金属结构设备上。是将除锈后的钢件浸入500℃摆布消融的锌液中,使钢构件外表附着锌层,然后起到防腐的意图。热镀锌技术流程:制品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洁-打磨-热镀锌竣工 。
桥梁护栏在施工过程中要留意的细节
当波浪靠近道路时,有必要设置一个碰撞屏障。缓慢碰撞的程度可以分为A级,S围栏的中间距离应为2mm.风险。道路上的横梁截面不应使障碍物表面侵入高速公路建筑的范围内,也不应使其成为护栏立柱的侧向伸出角度,并且应显着降低压力。
在路边设置护栏时,应注意路边的护栏结构。侧轨的末端可以设计为地锚或圆头。头部和护栏末端的标准开裂应逐渐减少,行驶方向的下端应与标准截面护栏一起。线布局;设置路障时,请注意避免堵塞以适应交通环境。在维护顶部中间分支梁时,应注意中间分支梁护栏的横截面布置,并根据中间分离器的宽度和横截面进行确认。复合梁由柱,梁,梁和紧固件组成,柱可采用槽钢结构。
光束由两个通道光束组成。两个通道梁分别安装在立柱的两侧。该柱可以由圆形或槽钢制成。光束由两种钢组成,柱的每一侧都较暗。横梁的两端连接到波纹梁板上。两侧波纹梁的大组合宽度为100CM,可以根据宽度调整中间分配器的宽度。
桥梁护栏外表处理技术,通常管材选用热镀锌处理,也叫热浸锌和热浸镀锌:是一种有用的金属防腐方法,首要用于各行业的金属结构设备上。是将除锈后的钢件浸入500℃摆布消融的锌液中,使钢构件外表附着锌层,然后起到防腐的意图。热镀锌技术流程:制品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洁-打磨-热镀锌竣工 。
桥梁护栏在施工过程中要留意的细节
当波浪靠近道路时,有必要设置一个碰撞屏障。缓慢碰撞的程度可以分为A级,S围栏的中间距离应为2mm.风险。道路上的横梁截面不应使障碍物表面侵入高速公路建筑的范围内,也不应使其成为护栏立柱的侧向伸出角度,并且应显着降低压力。
在路边设置护栏时,应注意路边的护栏结构。侧轨的末端可以设计为地锚或圆头。头部和护栏末端的标准开裂应逐渐减少,行驶方向的下端应与标准截面护栏一起。线布局;设置路障时,请注意避免堵塞以适应交通环境。在维护顶部中间分支梁时,应注意中间分支梁护栏的横截面布置,并根据中间分离器的宽度和横截面进行确认。复合梁由柱,梁,梁和紧固件组成,柱可采用槽钢结构。
光束由两个通道光束组成。两个通道梁分别安装在立柱的两侧。该柱可以由圆形或槽钢制成。光束由两种钢组成,柱的每一侧都较暗。横梁的两端连接到波纹梁板上。两侧波纹梁的大组合宽度为100CM,可以根据宽度调整中间分配器的宽度。



公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一,现在国内比较成熟的作法是:粉末浸塑法,它起源于流化床法,所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。 我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。 所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。 流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化",流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。
