



产品视频展示,助您洞悉球墨铸铁管国标球墨铸铁管让利客户产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:萍乡湘东球墨铸铁管国标球墨铸铁管让利客户的图文介绍

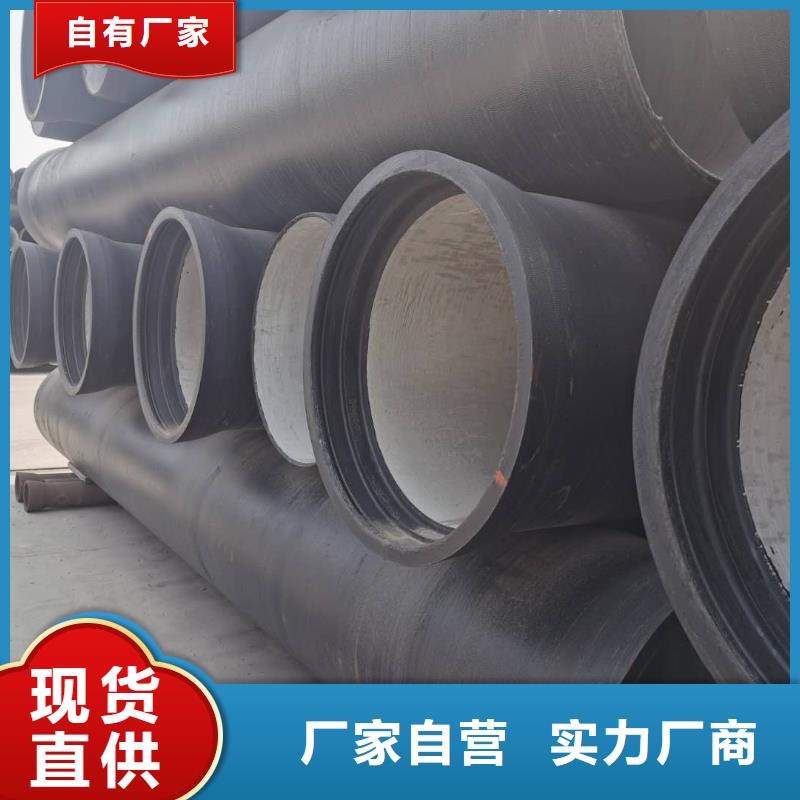
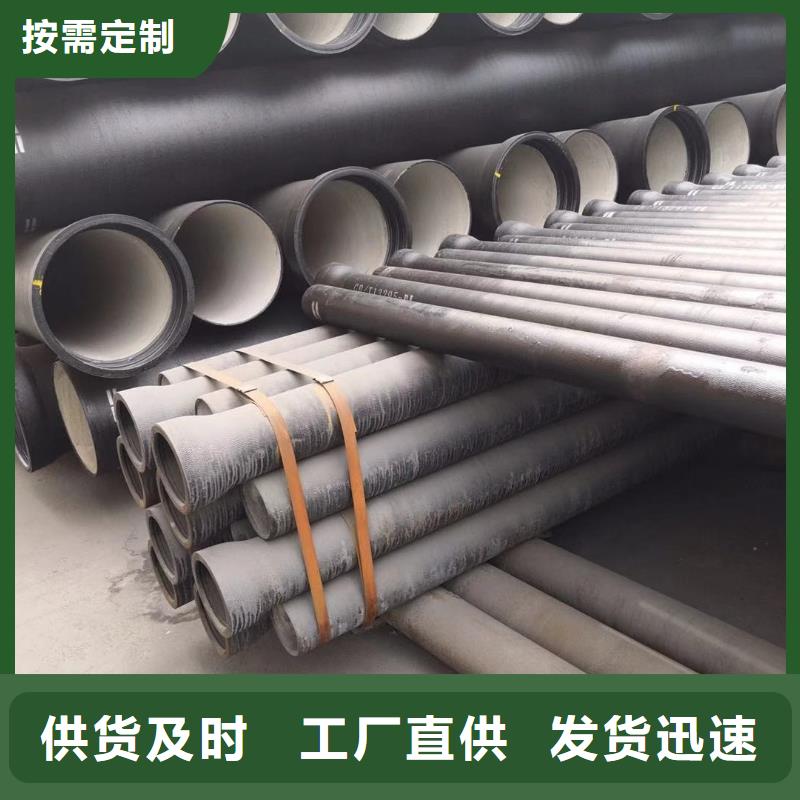
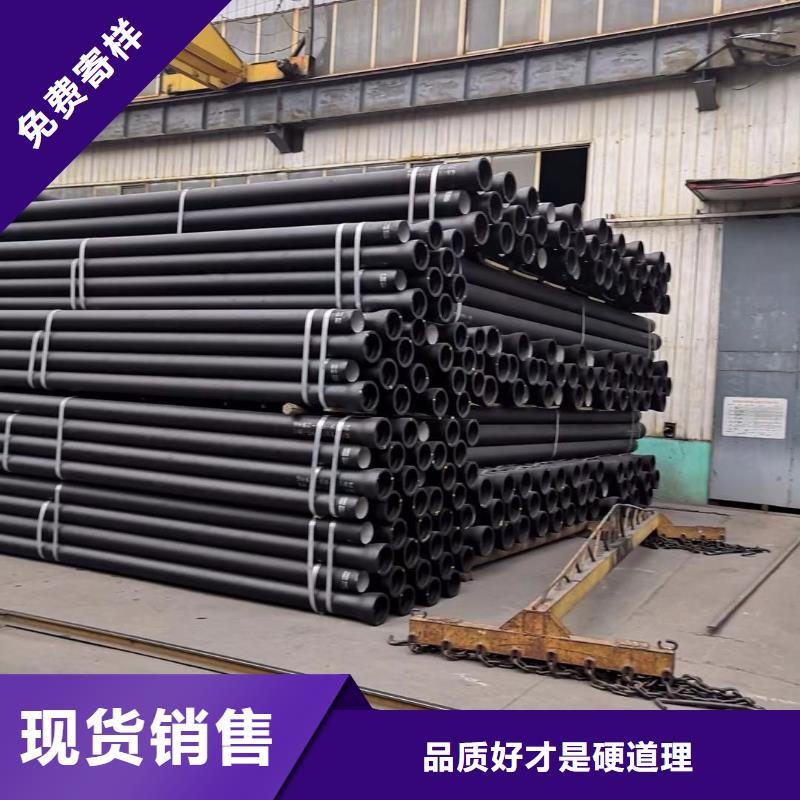
健晖铸造(萍乡市湘东区分公司)拥有中、高级 消防球墨铸铁管工程技术人员180余人,担负着全部产品的研发设计与生产指导。拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段,在保证 消防球墨铸铁管产品高质量、高产出的同时也具备了较高的市场占有率和较强的市场竞争力。


在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。球墨铸铁管生产厂家为您介绍球墨铸铁管的安装要点,介绍如下:①、清理管口:将承口内的所有杂物擦洗干净。②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。另一种简易方法是将橡胶圈弯曲二点,即成凹形,放入固定槽和密封槽内,再依次按平两个凸起部位即可。③、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。



球墨铸铁管几乎所有曲轴都用这种材料来制造。上大多数汽油机汽车都装上球铁曲轴来代替锻钢曲轴,这种应用被认为是价值工程的典型例子。C,在这种条件下,氧化和蠕变强度重要了。具有优良性能的球铁正在取代灰铸铁应用于排气管,随着温度的,将更进一步使用硅铝合金球铁。球墨铸铁管汽车动力传递可锻铸铁件有时用作汽车的传动部件,将球铁应用于圆片离合器、分速器箱、后轴和轮壳等的强烈的趋势。铸造厂在这方面有许多应用,他们与设计者紧作,把铸钢件、锻钢件以及可锻铸铁件转变为球墨铸铁件。球墨铸铁管悬置件现在,铁经常用作悬置部件如簧挂钩以及制动系统主要件(制动卡钳)和转向关节。3:农业、道路和建筑应用现代的经济方法要求能提供在需要的状态下可靠的和使用寿命较长机械。整个农用工业中所广泛使用的球铁铸件包括各种拖拉机配件、犁桦、托架、夹钳和滑轮。5)春融季节,检查沟槽边坡的状况,采取放土方坍塌伤人的措施。2、雨期施工:1)雨期施工应严防雨水泡槽,造成漂管事故。为防止雨水进槽,对已铺设的球墨管管道的两侧除接口部位外,应及时进行回填土。2)雨天不宜进行接口施工。如需施工时,应采取防雨措施,确保管口及接口材料不被雨淋。3)合理缩短开槽长度,及时砌筑检查井,各工序紧密衔接,连续施工,已安装的球墨管道验收后应及时回填土。沟槽沿线应设防汛土埂,使其闭合,防止雨水流入塌槽。



球墨铸铁管球墨铸铁型材高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力。由于球墨铸铁型材比普通灰口铸铁有较高强度、较好韧性和塑性,因此常常被用于制造内燃机、汽车零部件及农机具等球墨铸铁焊接性与灰铸铁有相同的一面,但又有其自身的一些特点。球墨铸铁管这主要表现在两方面。 (1)球墨铸铁的白口化倾向及淬硬倾向比灰铸铁大,这是因为球化剂 (当其加入量已可稳定获得球状石墨时)有阻碍石墨化及提高淬硬临界冷却速度的作用,所以,在焊接球墨铸铁时,同质焊缝及半熔化区更易形成白口,奥氏体区更易出现马氏体组织。 (2) 由于球铁的强度、塑性与韧性比灰铸铁高,故对焊接接头的力学性能要求也相应提高,常要求与各强度等级球墨铸铁母材相匹配。 3. 球墨铸铁气焊时的加热速度和冷却速度比较缓慢、均匀,可以有效防止白口、裂纹。气焊热源温度较低,球化元素蒸发、氧化烧损较少,容易实现球化。气焊火焰通常采用中性焰或弱还原焰。
