
更新时间:2026-03-01 21:44:52 ip归属地:乌鲁木齐,天气:晴,温度:-14--10 浏览次数:9 公司名称: 建贸机械钢筋切断加工设备(乌鲁木齐市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 26000/台 |
| 发货期限 | 1 |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢材 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 许昌 |
| 产品产地 | 河南 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 型号 | JMRLJ-3000 |
| 钢筋笼直径 | 400-3000mm |
| 钢筋笼长度 | 2-36m |
| 电机总功率 | 14KW |
| 缠绕筋 | 4-18mm |
| 缠绕筋间距 | 可调 |
| 焊接方式 | 二保焊机 |
| 焊接材料 | 焊丝焊条等 |
| 范围 | 钢筋笼滚笼机价格供应范围覆盖新疆、乌鲁木齐市、克拉玛依市、伊犁市等区域。 |





5、箍筋缠绕及焊接
钢筋安装利用箍筋盘,通过调直机构,把箍筋端部与主筋连接,移动盘转动前移,通过控制台设定好的转速与移动速度,进行箍筋缠绕及间距控制。
箍筋与主筋交叉点采用CO2保护焊焊接。该部位为设备的选配结构,可选择自动手,也可直接人工焊接。
6、相邻钢筋笼对接
以 、二节钢筋笼连接为例,当 节钢筋笼加工完成后,在末端剩余1m时,通过固定盘分料器,人工连接第二节主筋,完成后开动移动盘继续向前移动,同时继续缠绕箍筋,停止焊接,将第二节钢筋笼拖出固定盘模板1m后,停止移动盘,锁紧固定盘模板定位螺栓,人工标识主筋连接顺序,拆开两节钢筋笼之间的连接,卸除 节钢筋笼,将移动盘回移到位后,重复以上工序,完成第二、三节钢筋笼加工。
7、加劲箍圈的制作与安装
加劲箍圈采用自动弯箍机进行加工。
加劲箍圈安装分为两步, 步分是在钢筋笼完成自动滚焊后卸除钢筋笼前,为保证整体刚度,在钢筋笼两端及中间各焊接一加劲箍圈;第二步是完成卸笼后,在半成品存放区进行剩余部分加劲箍圈的安装及焊接及声测管的安装。
卸笼

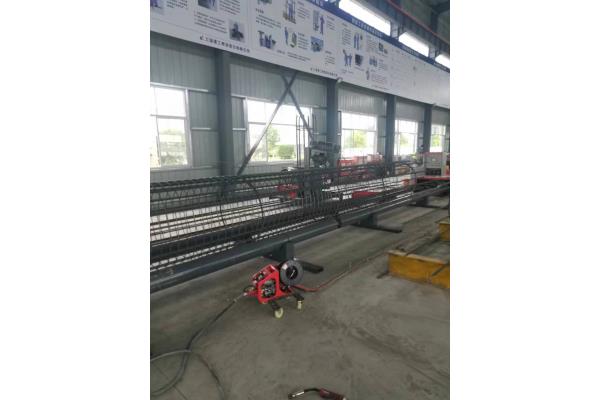
JMRLJ3000型钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组铁辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。
技术参数型号;JMRLJ-3000型(按基本型配置)加工范围;钢筋笼直径φ600---φ2000mm长度12m(可定做加长)绕筋线速;0---15.4m/min( i=59*1.25=73.75 )小车速度;0---1.38m/min( i=593 )铁辊电机;Y90L-4功率5.5kw小车电机;Y90L-4功率4kw整机;3500kg外形尺寸;主机13m*1.8m*0.8m小车15m*1.3m*1.5m安装尺寸;16M*4M
RLJ-3000钢筋笼绕筋机用于加工圆形的钢筋笼,长度可以达到40米,直径3米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点:设备只需1-2人操作; 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上; 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。设备自动化程度高,加工成型速度快,在同等条件下,机械制作是人工制作产量的3-4倍。



建贸机械钢筋切断加工设备(乌鲁木齐市分公司)坚持“以质量求信誉以信誉求发展,以低廉的价格优质的 数控弯箍机、钢筋带锯床产品赢得客户”为宗旨,。我们以“优良的品质,优惠的价格、热情的服务”赢得了新老客户的信赖和支持,在业界树立起良好的信誉和口碑。 本公司专业生产 数控弯箍机、钢筋带锯床等。公司也加强了与国内各大厂进一步的合作,努力在把握质量求生存下功夫,从保证资源、稳定客户上求发展。


一、钢筋笼加工方法介绍
钢筋笼传统加工方法以人工操作为主,除钢筋原材料切头,车丝由机器和人工辅助完成,其余工序如主筋定位,螺旋筋安装、定位等都在人工操作下完成,致使钢筋筋笼生产效率低,加工精度不够,合格率较低,两节钢筋笼因主筋定位误差较大造成对接安装较困难。
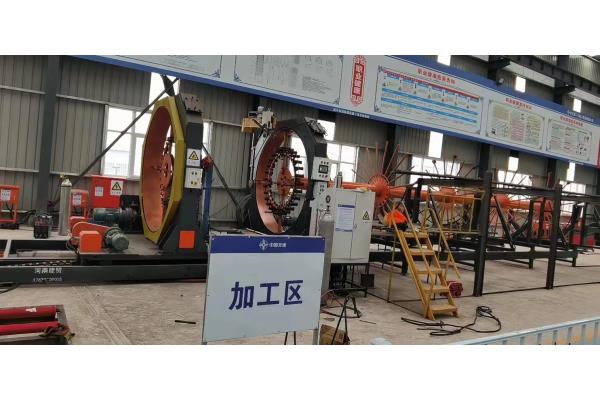
二、钢筋笼加工厂建设及设备简介
1、钢筋加工厂建设简介
2、钢筋笼自动滚焊机设备简介
1)拖动导轨;(2)控制台;(3)拖动驱动系统;(4)主筋料架;(5)钢筋笼液压支撑装置;(6)固定旋转驱动机构;(7)移动旋转驱动机构;(8)主筋固定器;(9)主筋导管;(10)主筋承接分隔系统;(11)箍筋放线架;(12)箍筋矫直机构;(13)主筋上料系统
三、施工工艺简介
1、施工工艺流程
2、主筋切头及丝口加工
3、丝口检查及保护
每加工完成10个接头采用卡尺、螺纹环规对丝头加工质量进行检测,检查丝头螺纹牙型、丝头长度、螺纹直径是否满足规范要求。加工完成的接头采用专用保护套进行保护。
4、主筋上料
通过上料架或人工将加工好的主筋放入分料器,人工穿过固定盘模板,并在移动盘模板内通过固定螺栓将主筋锁紧。启动移动盘,进行箍筋缠绕及焊接。





