


准备好领略PE钢带增强螺旋管,塑料检查井批发价格产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
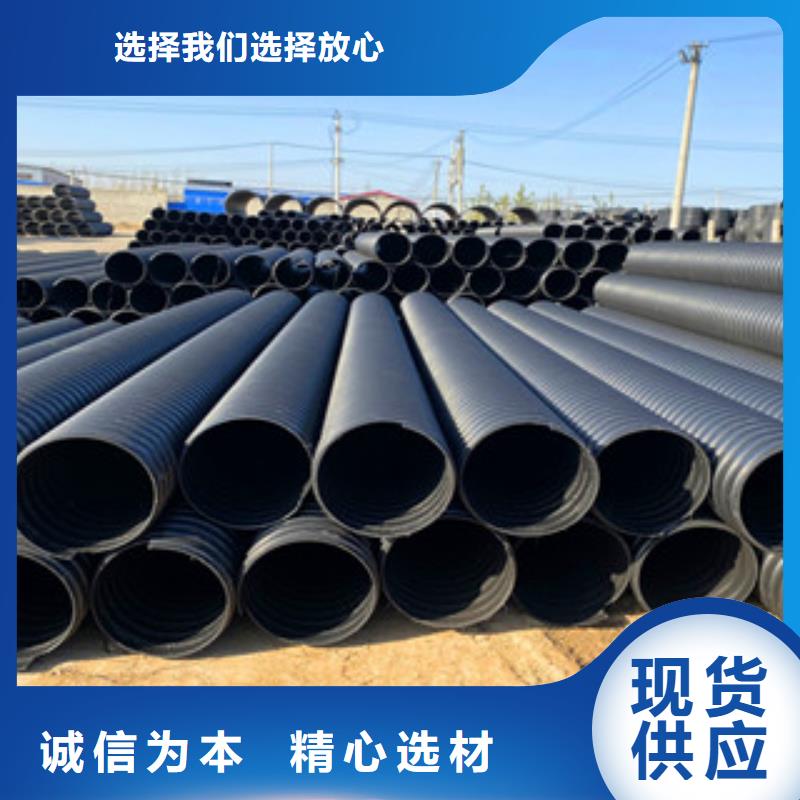
以下是:山东莱芜PE钢带增强螺旋管,塑料检查井批发价格的图文介绍



钢带增强螺旋波纹管的材料性质虽然相似于塑料但它还有钢的属性,所以在连接的时候需要焊接,焊接的方式有很多,接下来我们要介绍的就是其中的一种方式热熔挤出机焊接,对于它的焊接大家应该按照以下步骤进行。1、在焊接前先检查待焊接钢带增强螺旋波纹管管材两端面是否切平整(如端口不平。
应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3m间隙,以便于焊接(但是缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。
修切工作可以从管外或管内(口径800m以上的管道)进行。焊接区域须保证清洁干燥。不得有尘土和其他存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2、焊接所使用的焊条一般应由管材生产厂家配套提供,要求与生产管材所用的聚材料相同或与管材相蛤好的材质焊条,要求断面为圆形,该焊条粗细一致并符合所选用焊焊接性能的要求。
应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3m间隙,以便于焊接(但是缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。
修切工作可以从管外或管内(口径800m以上的管道)进行。焊接区域须保证清洁干燥。不得有尘土和其他存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2、焊接所使用的焊条一般应由管材生产厂家配套提供,要求与生产管材所用的聚材料相同或与管材相蛤好的材质焊条,要求断面为圆形,该焊条粗细一致并符合所选用焊焊接性能的要求。



恒塑管道有限责任公司(莱芜市分公司)常年现货销售 玻璃钢管厂家等。公司以优质产品的质量销售给广大的客户,满足客户的生产需要自成立以来始终坚持以 市场为导向、以客户为中心、以质量为企业命脉、以诚信为治企之本、坚持认真严谨的原则稳步进取,不断发 展壮大,在业界确立了稳固的销售服务体系,以良好的信誉 、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户信赖。


这样,就可以形成有规模的产业链,从而为降低成本、规范市场带来益处,同时也有助于防止社会财富的浪费。我们相,作为一种高性价比的钢塑复合管,是其生产及设备已全部国产化,钢带增强聚螺旋波纹管将在的排水领域有着良好的发展前景及的市场空间。
钢带增强螺旋波纹管是由很多混合材料加工、固定成型的,它之所以与其他波纹管相比具有较好的产品性能与使用寿命,这很大一部分原因取决于制作材料的良好特性。不同于普通管子的是,这种管子不是单纯的塑料管道,例如双壁波纹管就是将聚塑料熔融成型,是一种塑料管道。
而钢带增强螺旋波纹管是一种复合管道。需要用到三种原料,聚颗粒,粘合,钢带。是通过对钢带预处理,然后在其表面涂覆一层聚,这个时候我们就得到了一层表面均匀涂覆一层聚的钢带,然后通过机器压制成U型,随后经过机器缠绕成钢带增强螺旋波纹管。
钢带增强螺旋波纹管是由很多混合材料加工、固定成型的,它之所以与其他波纹管相比具有较好的产品性能与使用寿命,这很大一部分原因取决于制作材料的良好特性。不同于普通管子的是,这种管子不是单纯的塑料管道,例如双壁波纹管就是将聚塑料熔融成型,是一种塑料管道。
而钢带增强螺旋波纹管是一种复合管道。需要用到三种原料,聚颗粒,粘合,钢带。是通过对钢带预处理,然后在其表面涂覆一层聚,这个时候我们就得到了一层表面均匀涂覆一层聚的钢带,然后通过机器压制成U型,随后经过机器缠绕成钢带增强螺旋波纹管。



1、连接前先检查钢带增强聚螺旋波纹管管材表面、肋片顶面是否平整破损、有无凸凹或钢带。检查塑料密封块是否焊接牢固,与管体和肋片之间有无缝隙,如有问题应及时修补。2、清理钢带增强聚螺旋波纹管管内杂物,清洁管端连接部位。
3、将管道放置在地基上,对齐管道,管道连接处的地基上要挖有适合连接操作的操作坑。4、将1.5mm橡胶套套入管材端部,套入长度为橡胶套的一半,然后将另一半翻折回来套在同一管端。5、将两根管材管端对正(轴线平直),并留出不小于10mm的伸缩间隙,然后将橡胶套翻回套在钢带增强聚螺旋波纹管另一侧管端。
6、将发泡橡胶板缠绕在橡胶套外面,发泡橡胶板应自然均匀贴合在橡胶套外,对口自然对靠且处于管顶中部,用胶带粘和固定。7、将不锈钢活套圈套在橡胶板外。对不锈钢活套(供应状态为平板)的弯曲成型过程中,应保持连续圆顺的变形,不得出现死弯或折皱。
3、将管道放置在地基上,对齐管道,管道连接处的地基上要挖有适合连接操作的操作坑。4、将1.5mm橡胶套套入管材端部,套入长度为橡胶套的一半,然后将另一半翻折回来套在同一管端。5、将两根管材管端对正(轴线平直),并留出不小于10mm的伸缩间隙,然后将橡胶套翻回套在钢带增强聚螺旋波纹管另一侧管端。
6、将发泡橡胶板缠绕在橡胶套外面,发泡橡胶板应自然均匀贴合在橡胶套外,对口自然对靠且处于管顶中部,用胶带粘和固定。7、将不锈钢活套圈套在橡胶板外。对不锈钢活套(供应状态为平板)的弯曲成型过程中,应保持连续圆顺的变形,不得出现死弯或折皱。