


联系我们

不锈钢复合管不锈钢碳素钢复合管源头厂家经验丰富
更新时间:2026-02-22 14:53:37 ip归属地:文山,天气:阴转多云,温度:5-17 浏览次数:2 公司名称: 绿洲安防科技(文山市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东聊城 |
| 材质 | 不锈钢 Q345B Q235B |
| 颜色 | 任其选择 |
| 品牌 | 绿洲 |
| 尺寸 | 来图加工定制 |
| 规格 | 来图加工定制 |
| 范围 | 不锈钢复合管不锈钢碳素钢复合管经验丰富供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 砚山县、西畴县、麻栗坡县、马关县、丘北县、广南县、富宁县等区域。 |





不锈钢复合管栏杆的施工温度、湿度要按说明书要求,如遇雨、雾、大风天气不得进行室外施工。4、不锈钢复合管栏杆表面除锈清理干净后,需在4小时内进行涂装,避免金属再次返锈。按照公路桥梁钢结构
防腐涂装条件先涂刷环氧富锌底漆(颜色由甲方),涂装1-2道,达到规定的漆膜厚度,起到防腐防锈,阴极保护,增强附着力的作用。不锈钢复合管栏杆上的漆膜干后涂刷2道环氧(厚浆)漆中间漆,涂装至规定膜厚,起到加厚涂层,屏蔽性和防腐性的作用,漆膜实干后后涂刷道脂肪族聚氨酯面漆(颜色由甲方),实干后再涂刷第二道脂肪族聚
氨酯面漆(颜色由甲方),干漆膜总厚度不小于210μm,起到耐候防护。
不锈钢复合管栏杆防腐涂层的道漆膜表干后,方可进行下道涂层施工,涂刷时层间要纵横间错,均匀涂刷,每层应往复进行。涂装应满足公路桥梁钢结构防腐涂装条件相关要求。不锈钢复合管栏杆所有深层不
得漏涂,涂层表面应光滑平整,颜色一致,无气泡、流挂,剥落、粉漆、破损等缺陷,结合力达二级以上每道厚度及总干膜厚度应满足,该涂料的指标。
、不锈钢复合管栏杆每道涂层间隔不宜超过24小时,固化时间已久涂层用砂布打磨后再刷下一道漆每道工序施工隐蔽前要检查验收后,做到不锈钢复合管栏杆表面洁净,无油漆、灰尘、每道漆膜要采用漆
膜测厚仪检测干膜厚度是否符合设计要求。


不锈钢复合管的组成
由不锈钢装饰薄壁管和碳素结构钢管经无胶压力同步复合
二、不锈钢复合管的材质
外层不锈钢装饰薄壁管材质一般为201、304
内层碳素结构钢管一般为碳素结构钢(GB/700-1999)的标准材质
三、不锈钢复合管规格(也可定做规格)一般为6米/根数量大可定尺(单位mm)
管径 18 19 25 32 38 42 48 50 60 63 76 89 102 114
壁厚 1.5-2.0 1.5-2.0 1.5-2.5 1.5-3.0 1.5-3.5 1.5-3.5 1.5-3.5 1.5-4.0 1.5-4.0 1.5-4.0 1.5-4.0 1.5-4.0 1.5-4.0 1.5-4.0
不锈钢复合管栏杆、不锈钢复合方管、不锈钢碳素钢复合管、护栏立柱、钢板立柱、不锈钢复合管护栏及相关护栏/栏杆工程材料的设计、生产、加工、制作,及相关护栏/栏杆工程材料(不锈钢复合管等)的生产销售。碳素复合管护栏价格*



绿洲安防科技(文山市分公司)位于高新区白庄工业园。 本公司主要生产: 不锈钢碳素钢复合管,产品畅销29个省(市、自治区),深受广大用户的信赖。 “诚信、务实、创新、发展”,在历经了无数次的考验,面对市场危机带来的严峻挑战,我们公司决策层大智大勇,果断出击,在产品的品质,售前、售中、售后服务网络等方面推陈出新不断升级,使我们公司的规模进一步壮大,我们公司产品销量稳步上升。良好的市场网络源于“以品质为基本依托,以品牌为价值认同,以诚信广结商盟”。同时,又是我们公司开拓市场和维护品牌的宗旨。现在,我们的销售网络遍布全国各大城市,并与国外数家公司建立了长期贸易合作关系。 一直以来,我们都秉承“平等、合作、共同发展的商业原则”,愿与国内外同行携手共为振兴中国做出贡献。 公司秉承诚信合作、创新共赢的经营理念,坚持质量为本,顾客至上,优质服务为宗旨,公司愿与各界朋友真诚合作共创美好未来!


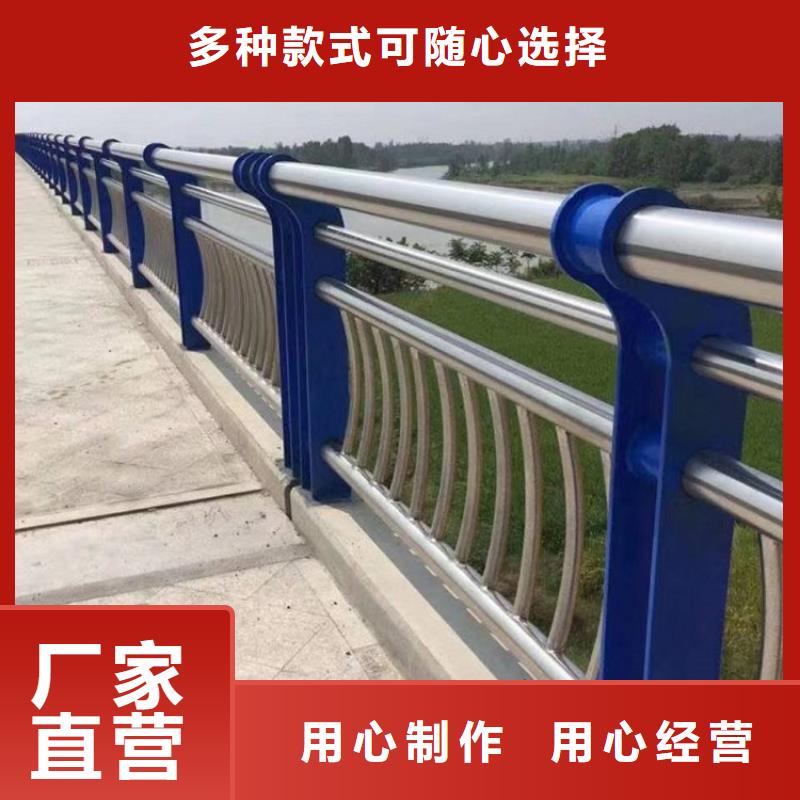
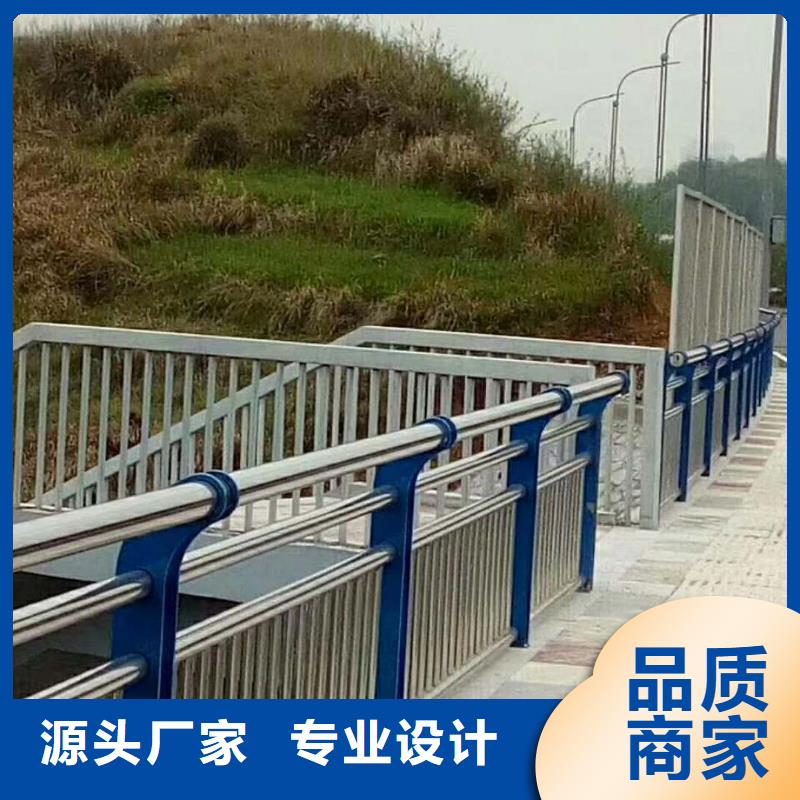
不锈钢栏杆大范围的普及,源于它时尚的外形设计,简单方便的安装方式。不锈钢栏杆可以采用组装的当时进行连接安装。组装
式的不锈钢栏杆安装不仅方便用户安装,同时在运输上也展示出非常优越的便利性。不锈钢复合管栏杆跟其它材质栏杆相比,具有抗
冲击能力强,防腐防锈性能佳光泽的外表,具有一定的装饰性。美观大方、组装方便。受到了广大工程建筑商和业主的欢迎。很多客
户在购买不锈钢的时候,因为不会鉴别不锈钢含镍的多少,所以总是担心被骗,这里给大家介绍几种常见的鉴别不锈钢含镍多少的检测方法。桥梁护栏涂装氟碳漆前的表面处理 目的:喷砂处理到Sa2级,除去底材面的铁锈、油污、灰尘,增加粗糙度 操作流程:打磨→除油→抛丸或喷砂除锈
1.所有气割、剪切、机加工后的自由边锐角均应打磨至R2:
2.喷砂前应用砂轮打磨去气割表面的割痕及火工矫正部位的硬化层,以使喷砂后在这些部位能形成合适的表面粗糙度。
3.喷砂前钢材表面沾污的油脂必须干净,使用具有中度碱性的水性清洗剂污垢,然后以水冲净。杜绝用蘸有有机溶剂或洗涤的少量回丝空拭大面积油污,以免扩大油脂沾污面积.
4.抛丸、喷砂过程中和施工后,钢材表面必须避免油脂重新沾污。 ①喷砂用压缩空气必须装有性能良好的油水分离器,压力应不低0.5Mpa。 ②除锈后的钢材表面必须严格避免重复沾污油脂。


