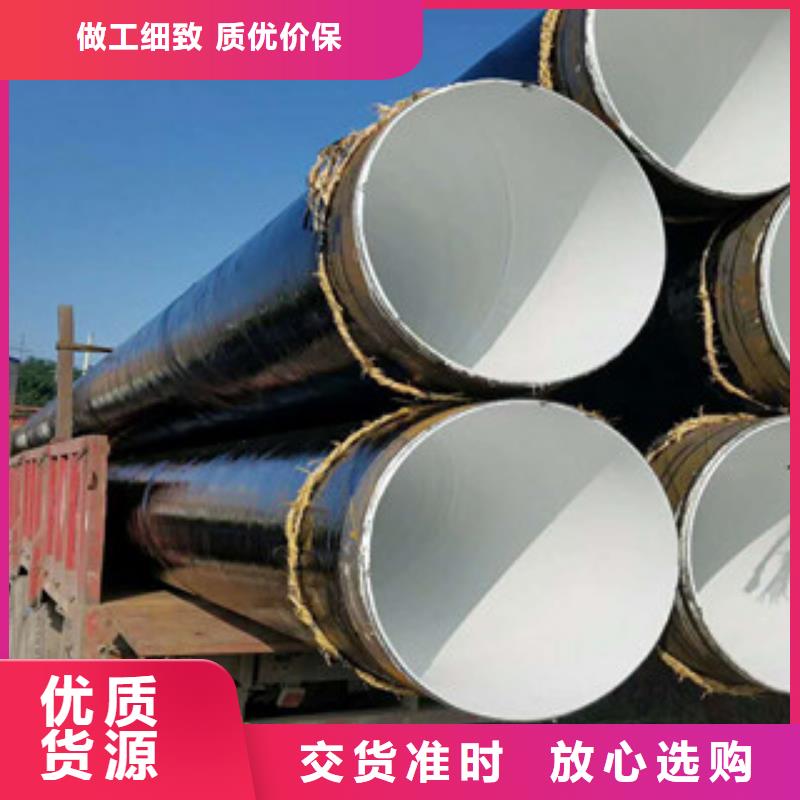





焊缝处理:如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。



X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。


南恩物资(佛山市分公司)是生产 球墨铸铁管的专业厂家,我公司本着“质量di yi,服务至上”的经营宗旨,重视科技创新,始终认为:科学技术是di yi生产力。本公司拥有一批高技术、高素质的员工队伍,以对产品高度认真负责的态度,精益求精、一丝不苟的工作作风,地出色完成客户对我们的要求,我公司生产的 球墨铸铁管受到用户一致好评。
本厂坚持“服务客户、产品稳定”的原则,不断吸收国内外同类产品的优点,力求在质量与外观质量满足客户,使产品更适应市场需求。我们将一如既往地以较好的产品质量、良好的售后服务,与您携手共创美好明天!




(1)使用同一宽度的带钢能够生产出不同直径的钢管,尤其是可用窄带钢生产大直径的钢管。
(2)同等压力条件下,螺旋形焊缝所承受的应力比直缝小,为直缝焊管的75%~90%,因而能够承受较大的压力。与相同外径的直缝焊管相比较,在承受同等压力的情况下,壁厚可减小10%~25%。
(3)尺寸,一般直径公差不超过0.12%,挠度小于1/2000,椭圆度小于1%,一般可以省去定径和矫直工序。
(4)可连续生产,理论上可以生产无限长钢管,切头、切尾损失小,可提高金属利用率6%~8%。
(5)和直缝焊管相比其操作灵活、更换品种调整方便。
(6)设备重量轻、初投资少。可做成拖车式流动机组,直接在敷设管道的施工工地生产焊管。
(7)易于实现机械化、自动化。
螺旋焊管的缺点是:由于使用成卷带钢为原料,有一定的月牙弯,且焊接点是在具有弹性的带钢边缘区,因此不易对准焊炬,影响焊接质量。为此,要设置复杂的焊缝跟踪和质量检查设备。

