以下是:山东省潍坊市止水铜片生产基地的产品参数
以下是:山东省潍坊市止水铜片生产基地的图文视频
【导语】:【金鸿耀】为客户提供多样化产品,包括诸城紫铜止水片、奎文土工膜、滨州聚丙烯单丝纤维、济南打孔波纹管、日照沥青麻絮等,适配多元场景需求。止水铜片生产基地,金鸿耀工程材料(潍坊市分公司)为您提供止水铜片生产基地的资讯,联系人:程经理,电话:【15650312333】、【15650312333】。 山东省,潍坊市 潍坊市,古称潍州、潍县,山东省辖地级市,Ⅱ型大城市,位于山东半岛西部,东与青岛市、烟台市连接,西邻淄博市、东营市,南连临沂市、日照市,北濒渤海莱州湾,属暖温带季风型半湿润大陆性气候,地貌自北向南由低到高,总面积16167.23平方千米。截至2022年,全市辖4个区、2个县,代管6个县级市。截至2022年末,潍坊市常住人口941.8万人。
不容错过的止水铜片生产基地视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:山东潍坊止水铜片生产基地的图文介绍
金鸿耀工程材料(潍坊市分公司)拥有几十名专业技术人才、熟练的生产和工程施工人员。并获得相关资质,是一家专业从事 塑料盲管设计、制作、销售于一体的厂家。全心致力于科研成果转化为产品的销售与服务。 我们的宗旨是兢兢业业为顾客提供性价比高的 塑料盲管及周到的服务。全体员工本着“诚信强企,人品造牌”的我公司信念,以缔造物美价廉的产品为己任,不断促使我们进行技术革新、产品创新,以良好有效的 塑料盲管产品和无微不至的服务来回报社会和百姓。


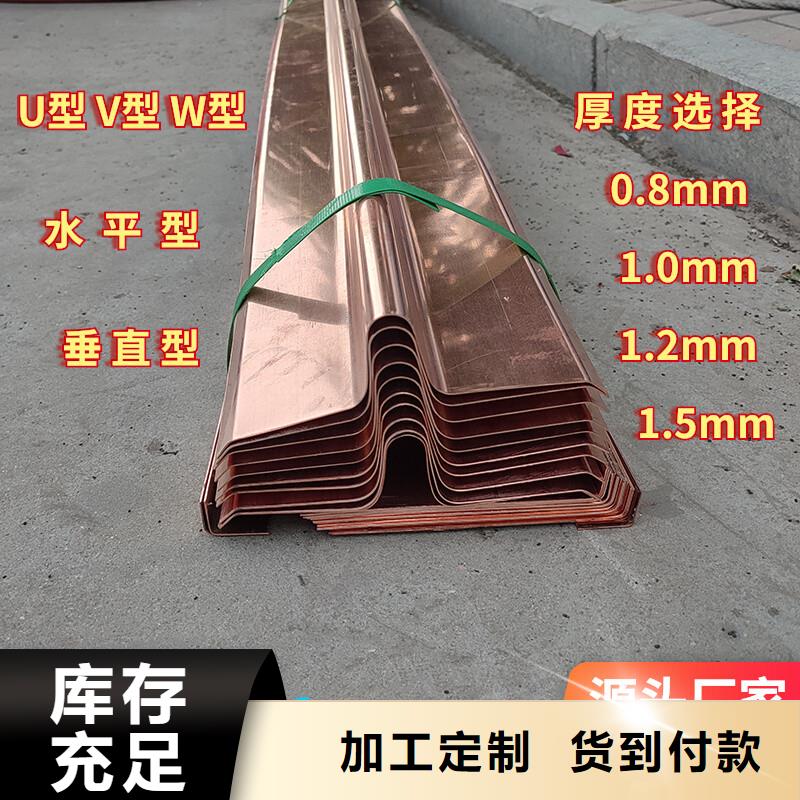
止水铜片铜止水焊接过程中,易出现焊接不牢固、有孔洞砂眼等情况,山东潍坊止水铜片同时由于铜止水具有良好的加工塑性,因此在焊接过程中也易产生变形。为了防止焊接变形,可以采用将紫铜止水的接头点焊牢固后,再才对接头施焊,焊接时不断向焊缝加入硼砂,同时用铁棒或扳手下压,或者敲击焊缝接头,使接头连接处,结合密切紧凑,以便于焊接顺利进行。 铜止水是应用在高级水工建筑中常见的止水材料,铜止水可应用于水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝体孔内的孔洞止水、厂房止水、溢流面下橫缝止水系统等。而铜止水的厚度,跟水工建筑的止水效果有直接联系。随着紫铜止水厚度的增加,其耐用性呈线性上升趋势。而铜止水的厚度,根据不同的工程需要,可加工为0.5mm~20mm。由于紫铜止水常用于发电站、止水大坝、桥梁止水以及隧道止水,其厚度常常采用1mm,1.5mm,2mm等。



金鸿耀工程材料(潍坊市分公司)拥有中、高级工程技术人员180余人,担负着全部 塑料盲管产品的研发设计与生产指导。拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段,在保证 塑料盲管产品高质量、高产出的同时也具备了较高的市场占有率和较强的市场竞争力。



山东潍坊止水铜片 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。山东潍坊止水铜片用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。 GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。


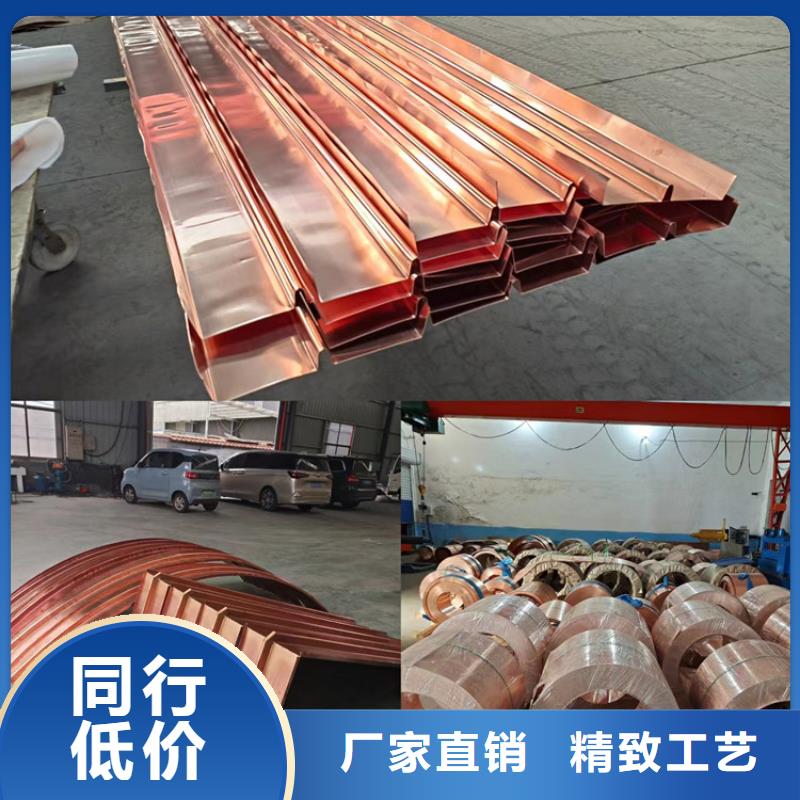
止水铜片止水铜板进行成型加工过程中可能会出现表面起皮的现象,山东潍坊止水铜片表面起皮为板带材表面局部或呈带状破裂翻起,使带材表面的完整性和光洁性受到破坏。起皮一般沿轧制方向呈连续或断续分布,并在起皮处可以观察到金属皮与金属基体之间较为光滑,无黏结,有时存在污染物、夹杂等。引起起皮的原因主要为铸锭本身存在组织缺陷,如气孔、夹杂(渣)等.另一方面,热轧压合及当轧件表面在前工序受到外来物损伤,如磕碰伤、杂物压入等,在后续加工过程中造成金属流动出现断续而造成。对于铸锭内部组织缺陷,板带厚度越小,起皮越容易暴露;同时起皮料经过进一步轧制,会出现压漏或孔洞现象。 铜片止水加工生产过程中,应保持平整,表面的浮皮、锈污、油渍均应干净。如有砂眼、钉孔、裂纹应予焊补。现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊,但均不得采用手工电弧焊。 保证焊接接头表面的光滑、无砂眼或裂纹,不渗水。在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查合格。焊材需采用止水铜板母材的剪条,将脱氧剂放在焊粉中,焊粉采用气剂301。 焊接火焰选用中性焰:氧化焰会使熔池氧化,在焊缝中形成脆性的氧化亚铜;碳化焰则会产生一氧化碳和氢气,进入焊缝形成气孔。焊前首先将焊件预热:预热温度为400~500℃。由于高温铜液容易吸收气体,是焊缝金属产生多孔性的缺陷,同时,焊缝热影响区的晶粒粗大,还会使焊接接头的力学性能降低,所以焊缝的焊接层数越少越好,焊接时采用单道焊。焊后捶击焊接接头,使金属晶粒变细,从而提高其力学性能。 铜片止水安装也需严格按照标准执行,不得在表面上打孔,避免歪曲变形或其他损坏,安装时,其中线应与缝中线重合,其差错不大于±5mm,两边平段歪斜差错紫铜止水不大于±5mm,应对鼻子部分进行加固固定,防止浇灌混凝土时发生移位、偏离等情形。止水铜板安装浇灌过程中,应安排值班技术人员全程监工,注意检查止水片变形偏移情况,如有偏移,应立即予以纠正。混凝土浇灌人员应加强对紫铜止水片周边砼的平仓、振捣,防止骨料集中或欠振、漏振。振捣时振捣器不得触及止水片,并保持30cm以外的距离。 不得使用变形、裂纹和撕裂的聚氯乙稀(PVC)或橡胶止水带,铜止水片与橡皮止水的连接一般为垂直连接,连接方法采用氯丁胶粘接,粘接长度大于70MM,粘接前,将橡皮止水的凸起割掉形成平面,用手挫打毛,然后将粘接面涂上氯丁胶进行粘接,粘接必须牢固,防止裂缝。粘接后,将表面用螺栓加铁板进行固定。



【总结】:在山东省潍坊市本地采买止水铜片生产基地到金鸿耀工程材料(潍坊市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:程经理-【15650312333】。