

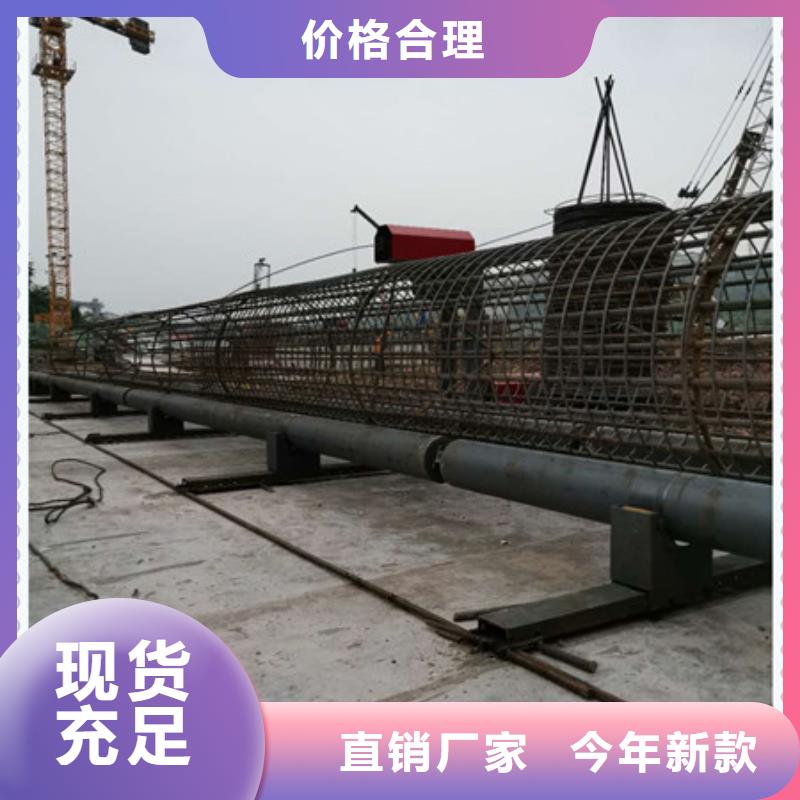


绕筋机钢筋笼滚焊机装置的场所安置注意事项 1、设备装置区域要进行水泥地上硬化,硬化的局面尽可能的平整,以削减设备装置中的水平调整量; 2、水泥场所硬化的大小(12米设备):30米长,7米宽(含盘筋架装置位置);遮雨棚高4米,(电控柜及人员操作区域有遮雨棚); 3、遮雨棚要在钢筋笼制品出笼方向不能有立柱,避免钢筋笼制品无法顺利下架; 4、供电;1250型号的设备,总功率20KW(含对焊、电焊、设备,设备自身的装机容量为10KW左右),总箱在盘筋架一侧,到电控柜的电源线需要有保护措施; 5、严禁其他配套设备(如电焊机等)的底线和钢筋笼滚焊机底座相连接,其它一切设备距钢筋笼滚焊机的间隔要大于2米。
绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。
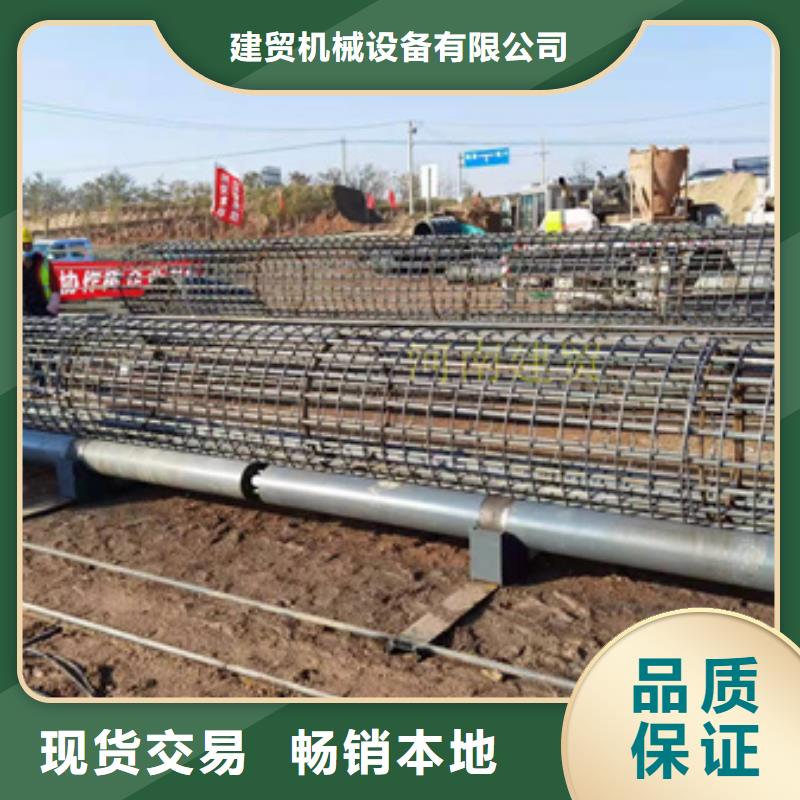
 <朝阳>建贸机械设备有限公司
朝阳卖钢筋笼地滚笼机的公司
<朝阳>建贸机械设备有限公司
朝阳卖钢筋笼地滚笼机的公司
钢筋笼成型机特点:1,钢筋绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,钢筋绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6,组合式设计使搬运、安装、声场等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。7,绕筋,主筋可双筋同时制作。8,钢筋绕筋机自动上料采用智能化控制,可使大型钢筋笼的制作变得更加简单。9,绕筋送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病。钢筋笼绕筋机技术参数: 1、型号; JMRLJ-3000(按基本型配置) 2、加工范围;钢筋笼直径φ600---φ1500mm 长度12m 3、绕筋线速;0---15.4m/min ( i=59*1.25=73.75 ) 4、小车速度;0---1.38m/min ( i=593 ) 5,铁辊电机;Y90L-4 功率5.5kw 6、小车电机;Y90L-4 功率4kw 7、整机质 量 ;3500kg 8、外形尺寸;主机 13m*1.8m*0.8m 小车 15m*1.3m*1.5m 9、安装尺寸;16M*4 钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从准备到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。
确认的一个或几个数值记录备用。场地足够时可以不用小车上的圆盘,在一定距离盘圆材料后倒卧放,缠绕筋直接通过放线器进行绕筋工作,也可以用调直机配合使用。海南钢筋笼绕筋机2018新款整体服务分7个节点验收体系:特殊需求的交底;工厂设备交付,并派送;指派随行现场加工培训督导;设备现场交付验收;设备调试成功验收;现场指导工人使用结果验收;完整设备交付使用效果监控。河南建贸机械设备有限公司专业钢筋连接设备厂家设备交付三阶段回访:每位客户均客户中心设备交付前、设备调试及指导工人使用中、设备成功交付后三个阶段的回访与监控,向客户提供放心实用的“自动化数控钢筋加工服务方案”客户快速响应机制:客户中心受理客户和投诉。投拆之日起24小时内指派人员解决问题。
jmc绕筋机本设备具有以下优点:(1) 设备只需1人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4) 具有焊接机器人,实现自动焊接。若采用划线分度工艺,则不分反向。用其他制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不,流畅,尽可能实现流水线生产方式。为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。钢筋笼成型机基本工艺流程:上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位产品特点:1、进口PLC变频控制,伺服电机驱。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。

传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。 传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。钢筋笼滚焊机技术参数:◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆设备分1250MM、1500MM、2000MM、2500MM等型号,14M、18M、22M、27M四种规格;一次性可以成型14米(含错位部分)、18米、22M或7M的钢筋笼;◆主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:50~450mm可任意调整;引进欧洲技术,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要5-6人,做出来的笼子,间距均匀,焊点饱满、牢固,笼子不散架,基本实现监理。◆功率:1500型以下设备13KW(含上料机构),2000以上型号设备20KW;A.标准化制作钢筋笼间距均匀,精度高;机械旋转,盘筋与主筋缠绕紧密;先成型后加内加强筋,确保钢筋笼同心度。B.传统制作钢筋笼尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。C.相同条件下,绕筋机标准化制作钢筋笼是传统制作产量的3-4倍。D.相同任务量时,标准化制作可节省人工3/4。钢筋笼机械化加工场筹建指南:A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。A.场地对于标准型设备,加工区占地面积至少30米x50米,地面需硬化平整;原材料区另计;成品笼子和钢筋原料的装卸需吊装设施;如设备加长,场地相应加长。B.人员5-7人/班,工期紧时,可分两班。C.耗材CO2气体、焊丝、焊条等就近定点采购。D.机具除主设备滚焊机外,还需准备切断机1台、对焊机2台以上、连接设备1台以上。.电力全部机具总功率约50KW.