


联系我们

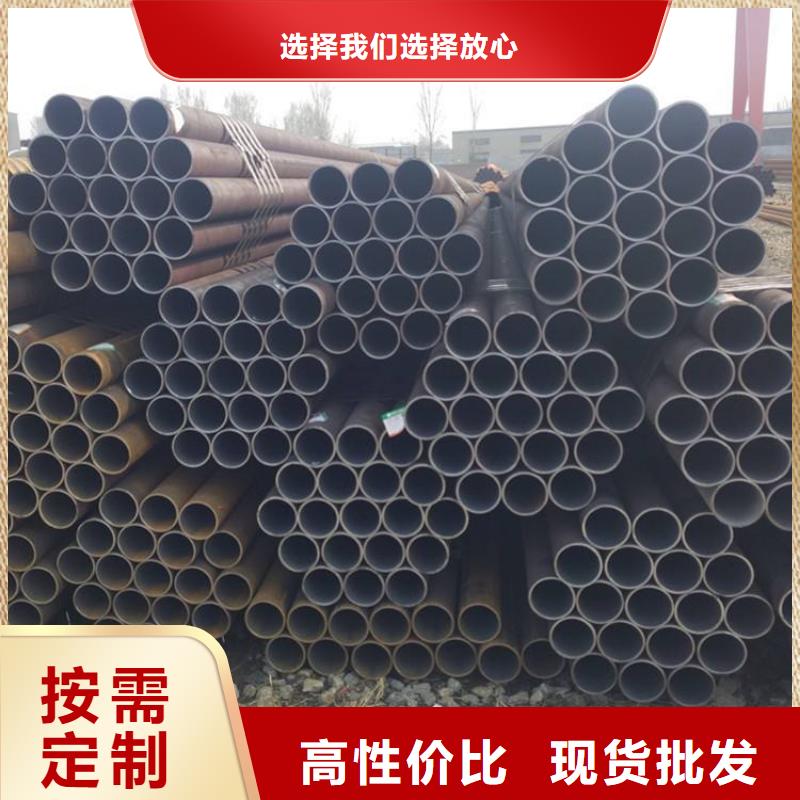
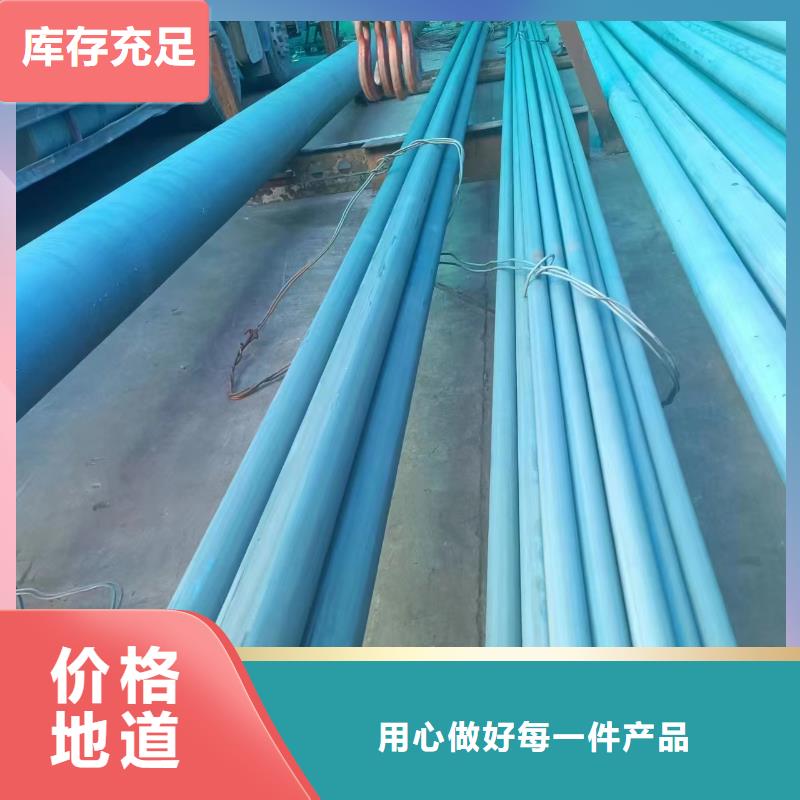
出油冷拔钢管
更新时间:2026-03-10 10:12:14 ip归属地:山南,天气:多云转晴,温度:1-17 浏览次数:4 公司名称:聊城 金海金属材料(山南市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |
| 范围 | 出油冷拔钢管供应范围覆盖西藏、拉萨市、昌都市、阿里市、林芝市、那曲市、日喀则市、山南市 乃东区、扎囊县、贡嘎县、桑日县、琼结县、曲松县、措美县、洛扎县、加查县、隆子县、错那市、浪卡子县等区域。 |


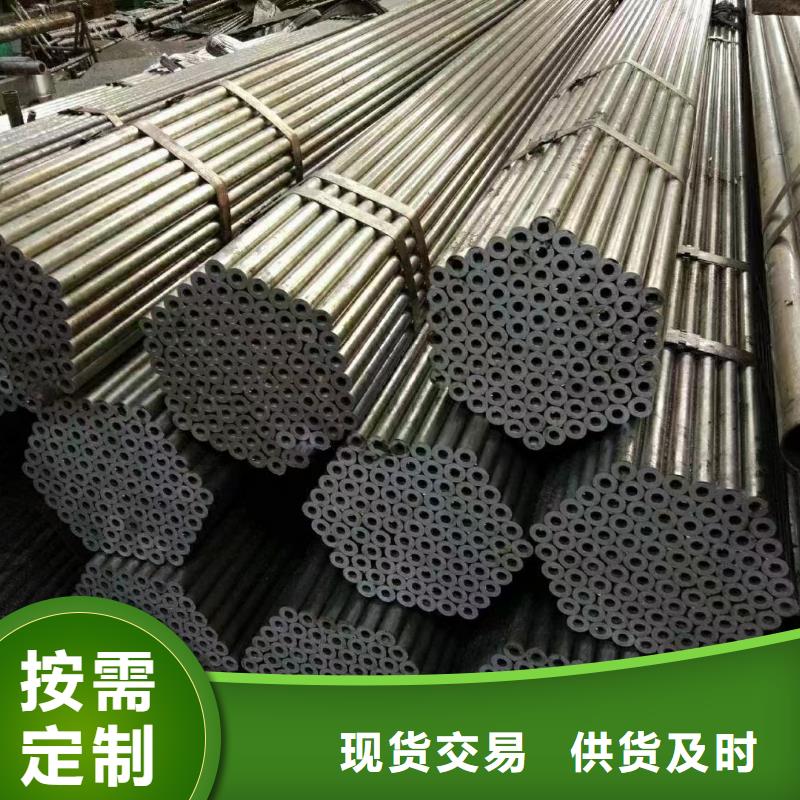


无缝钢管具备抗压强度高、切削性能好、延展性好、热处理形变小、高溫应力松弛抗压强度和长久抗压强度高特性。用以生产制造比35CrMo无缝钢管抗压强度高些、热处理横断面更高的铸钢件,如电力机车牵引带用传动轮、增压机传动系统传动齿轮、高压容器传动齿轮、汽车后桥、曲轴连杆、弹黄管箍等。荷载大,可用以2000米下列深水井的钻具连接头和打捞工具与折弯模具等。
无缝钢管回火脆性精密光亮管热处理获得奥氏体机构后,在450~600℃温度范围淬火;或在650℃淬火后以迟缓制冷速率历经350~600℃;或是在650℃淬火后,16Mn无缝钢管16Mn无缝钢管在350~650℃温度范围长期性加温,都使精密光亮管造成老化状况假如早已老化的20#精密无缝钢管再次加温到650℃随后快冷,能够修复延展性,因而又称之为可逆性回火脆性;高溫回火脆性主要表现为精密光亮管的延展性一延性转换溫度的上升。高溫回火脆性。敏感性一般用韧化情况和老化情况的延展性一延性转换溫度之差来表明。
无缝钢管中原素对高溫回火脆性的功效分为:
(1)引起精密光亮管的高溫回火脆性的残渣原素如磷、锡、锑等。
(2)以不一样方式、不一样水平推动或缓解高溫回火脆性的铝合金原素。有铬、锰、镍、硅等起推动作用,而钼、钨、钛等起减缓功效。碳也起着推动作用。一般炭素精密光亮管对高溫回火脆性不。比较敏感,带有铬、锰、镍、硅的二元或多元化铝合金。
无缝钢管是镍铁铬系耐热合金,根据加上一定量的硅元素使其具备不错的高溫抗压强度。因为无缝钢管具备较高的高溫抗压强度,出色的抗高溫空气氧化工作能力及抗物质浸蚀工作能力,在航空航天+石油化工设备及有机化学钢铁工业行业获得愈来愈普遍的运用。因为煤干馏加工工艺选用高溫液化气对低级煤开展超低温热裂解,选用液化气热处理炉对液化气开展加温后进到炉墙热解段对煤开展热裂解,液化气中带有水蒸汽、小量H2S等具备腐蚀汽体,故规定制做热处理炉的原材料具有不错的耐热腐蚀能。


2021年1月4日无缝钢管108*4.5mm均价?
无缝管:今日全国十大主导城市无缝管价格持稳,截至2021年1月4日,无缝管108*4.5mm均价5265元。与上个交易日相比未变。
4日武汉无缝管市场价格:临沂产57×3.5mm市价5250元,108×4.5mm市价5100元,新冶特钢219×6mm市价5150元,稳。
4日杭州无缝管市场价格:金宝诚57×3.5mm市价5250元,108×4.5mm市价5100元,金正阳219×8mm市价5100元,稳。
管坯面:今日天钢管坯出厂价格上调50元,现20#热轧管坯出厂价格为4500元,20连铸管坯出厂价格为4390元。鲁丽20#热轧管坯4560元,与上个交易日相比上调50元。
市场面:当前无缝管市场价格北方地区部分商家暗降30-50元,出货为主,保持低价资源利润。山东以南地区商家挺价意愿较强,当前整体需求尚可。当前管厂铺货重心已经偏移南方地区。据贸易商反馈,当前原料端挺价意愿较强开始上调价格,管厂价格后续支撑有力,多数商家对近日价格表示不会变化太大,持稳观望为主。受疫情影响,商家仍有一定担忧,并不打算储存过多库存,保持基本库存尚可。心态面商家表示对冬储已经不报希望,多数商家已经不打算冬储,积极观望后续价格走势灵活操作为主。综合来看预计近日无缝管市场价格将持稳运行。



关于 无缝方矩管厂家运费承担: 本 无缝方矩管厂家商品价格不含任何运费,都是 无缝方矩管厂家出厂价格。因为发货方式不一样还有发货地点不一样,普通物流与快递运费价格是不一样的,到每个地方的运费也不同,所以金海金属材料(山南市分公司)要根据买家的发货方式以及收货地点再来确定运费价格,以保证 终的交易价格。


无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。


